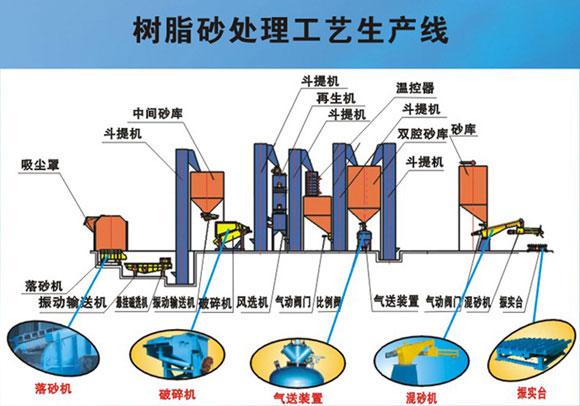
樹脂砂處理生產線的鑄造工藝的好壞直接影響著鑄件的成品率、鑄件質量和鑄造成本,所以我們在制定樹脂砂處理生產工藝時,主要應確定好以下幾項:
1、確定合適的鑄造工藝參數
2、確定合適的終強度一般地,樹脂砂混制好后,經過24小時左右的自行硬化,便可達到高強度即終強度。由于各企業的生產條件和生產規模不同,造成從造型到澆注之間的時間間隔不一定超過24小時,因此終強度的確定應因企業而定。規模較小、實行幾天一爐制的企業,可采用24小時終強度標準;鑄型固化時間不超過的24小時的企業,以澆注前所達到的強度為終強度標準。同時,在生產中還要克服兩方面的傾向:一方面為保證質量而盲目提高強度,使鑄造成本提高,造成浪費;另一方面就是為保成本而壓低強度,結果造成質量不穩、波動范圍大,使鑄件質量受原材料和操作者的影響較大。各企業應根據本身的情況確定合適的終強度,從而達到在保證鑄件質量的前提下大限度地節約樹脂和固化劑,降低鑄造成本。
3、確定合適的造型工藝鑄件成品率的高低,直接影響著鑄造成本,合適的造型工藝不但能夠保證鑄件質量,更能夠降低鑄造成本,減少鑄件廢品率是降低鑄造成本明顯直接的措施之一。在確定造型工藝時,盡量制作專用砂箱、箱壁多留氣孔,模型做實樣、采用模板造型,澆注系統采用陶瓷管、內澆口采取多而分散,涂料涂刷均勻、不漏涂,多設出氣冒口、保證型芯排氣順暢。
我們是鑄造設備專業化生產廠,以制售各類的粘土砂、樹脂砂、水玻璃砂設備而享譽海內外。